
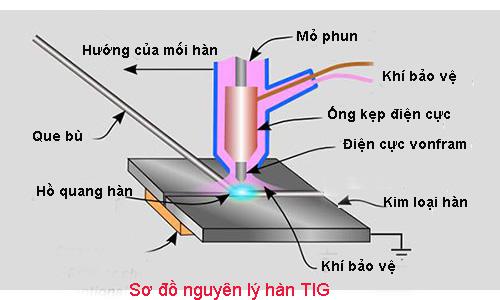
Phương pháp hàn TIG
Ngày nay công nghệ hàn TIG được sử dụng rộng rãi trong nhiều lĩnh vực vì ưu điểm của nó là rất nhiều khi hàn các chi tiết nhỏ và cần độ chính xác cao.
TIG là một quy trình hàn dẫn mà yêu cầu thợ hàn sử dụng đôi bàn tay khéo léo để hàn.Khi hàn TIG một tay được sử dụng để cầm ngọn đuốc TIG sản sinh ra hồ quang và mặt khác tay kia cầm que hàn thêm các kim loại phụ vào.Hàn TIG là khó khăn nhất của các quá trình hàn. Quá trình này là chậm nhưng khi thực hiện đúng nó tạo ra mối hàn chất lượng cao nhất. Hàn TIG được sử dụng chủ yếu cho các mối nối hàn quan trọng, hàn kim loại khác so với thép thông thường, và nó được sử dụng ở đâu cần độ chính xác cao,các mối hàn nhỏ.
Cái tên hàn TIG được gọi là một thuật ngữ tiếng lóng được chấp nhận rộng rãi và được sử dụng. TIG là viết tắt của Tungsten Inert Gas.
Vì tên bao gồm các thuật ngữ "Tungsten" và vonfram là những gì cần thiết cho hàn TIG.Tungsten là một kim loại rất cứng, hơi phóng xạ,và giòn.Sử dụng của nó được giới hạn so với các kim loại khác.Trong hàn TIG vonfram được thực hiện vào một điện cực không tiêu hao được sử dụng để tạo ra các hồ quang hàn TIG. Vonfram được sử dụng điển hình trong bóng đèn, các dụng cụ sưởi ấm và trong động cơ tên lửa. Trong trường hợp của hàn TIG các thuộc tính vonfram kim loại cho phép một vòng cung để duy trì nhiệt độ lên đến 11.000 độ.
Quá trình hàn TIG
Hàn TIG đòi hỏi ba điều quan trọng đó là:nhiệt,che chắn,và kim loại phụ. Nhiệt được sản xuất bởi điện đi qua các điện cực vonfram bằng cách tạo ra một vòng cung với kim loại.Việc che chắn xuất phát từ một bình nén khí chảy vào vùng hàn để bảo vệ nó từ không khí. Các kim loại phụ chỉ là một sợi dây được nhúng bằng tay vào hồ quang và tan chảy. Cách kết hợp 3 điều này với nhau là khá đơn giản. Đầu hàn hướng về dòng khí nhiều lần bởi một van trên ngọn đuốc TIG.Các khí bắt đầu chảy và bắt đầu bảo vệ khu vực mối hàn từ không khí. Ngọn đuốc được đặt trong các doanh hàn làm sao vừa đủ xa cho ngọn đuốc không chạm vào kim loại.Sau đó,các thợ hàn ép một bàn đạp chân và TIG ngọn đuốc vonfram điện cực bắt đầu một vòng cung. Một khi hồ quang được bắt đầu hai mảnh kim loại bắt đầu tan chảy bằng cách tạo ra một vũng kim loại,khi các vũng nước được thành lập thợ hàn dùng tay kia bắt đầu tràn ngập các doanh bằng cách thủ nhúng một dây hàn vào cung để tích vào các khớp cần nối. Cuối cùng quá trình này tạo ra một mảnh duy nhất của kim loại đã được nối lại với nhau.
Nguồn Điện
Nguồn cung cấp điện cho hàn TIG nhiều lần đến với một tính năng gọi là "tần số khởi động cao". Điều này giúp loại bỏ sự cần thiết phải tấn công vật lý một vòng cung. Khi ngọn đuốc TIG được kích hoạt các tính năng khởi động tần số cao theo nghĩa đen sẽ có thể tạo ra một vòng cung qua một khoảng cách một inch giữa ngọn đuốc TIG và các kim loại! Điều này được thực hiện bằng cách tạo ra một điện áp cao trong khoảnh khắc ngắn ngủi , có những áp lực cần thiết để nhảy xa. Điều này là rất hữu ích để giữ vonfram khỏi bị nhiễm bệnh và sử dụng hết. Các tính năng khởi động tần số cao giúp các điện cực vonfram tồn tại theo chỉ định của nó như một điện cực không tiêu hao.
Một số tính năng phổ biến các nguồn điện hàn TIG là tiền lưu lượng và tính năng sau dòng chảy. Các tính năng pre-dòng chảy cho các khí che chắn một thời gian trước khi dòng chảy để bảo vệ các khu vực mối hàn trước khi hồ quang được bắt đầu. Các tính năng sau dòng giữ khí chảy trong một thời gian thiết lập sau khi hồ quang được dừng lại để giữ cho các mối hàn được bảo vệ cho đến khi mối hàn nguội.
Các tính năng khác của nguồn điện khi hàn TIG là thiết lập tần số đó giúp các đặc tính của hồ quang hàn. Có rất nhiều cách để giúp hàn hồ quang chạy dập.Một số các tính năng làm điều này bằng cách sử dụng dải tần số và hoặc các xung điện để đạt được vòng cung kiểu mong muốn. Những lợi ích lớn nhất của các tính năng này là họ cung cấp cho các hồ quang một đặc tính làm sạch. Các thiết lập này không phải là rất phổ biến, trừ khi hàn nhôm hoặc magiê.
Cài đặt máy hàn TIG
Khi thiết lập máy hàn thì thợ hàn TIG có hai thiết lập chính, Đó là :cường độ dòng điện và khí đốt. Thiết lập cường độ dòng điện thay đổi tùy vào loại và độ dày của kim loại được hàn. Tốc độ dòng khí cũng khác nhau tùy thuộc vào điều kiện, kích thước cốc, và vị trí của mối hàn. Tốc độ dòng khí có thể nằm trong khoảng từ 5 đến 60 CFH CFH cho một cốc lớn và điều kiện gió lùa. Khi lựa chọn các khí để hàn nó gần như luôn luôn giả định rằng bạn sẽ sử dụng tinh khiết Argon.
Một số hướng dẫn cơ bản cho máy thiết lập như sau:
-1/16 Tungsten - Yêu cầu một cường độ dòng điện giữa 50-100 amps. Các kích cỡ chén được đề nghị là tốc độ dòng chảy 4, 5, hoặc 6. khí nên được giữa 5-15 CFH.
-3/32 Tungsten - Yêu cầu một cường độ dòng điện giữa 80-130 amps. Các kích cỡ chén recomendated là tốc độ dòng 6, 7, hoặc 8. khí nên được giữa 8-20 CFH.
-1/8 Tungsten - Yêu cầu một cường độ dòng điện giữa 90-250 amps. Các kích cỡ chén được đề nghị là tốc độ dòng 6, 7, hoặc 8. khí nên được giữa 8-25 CFH.
Trên đây là phương pháp hàn TIG mà công ty chúng tôi sử dụng để hàn các chữ inox 3D và logo inox 3D tạo ra những sản phẩm đẹp có độ chính xác cao.